

啤酒灌裝、壓蓋機(jī)PLC控制系統(tǒng)
1 引言
啤酒生產(chǎn)過(guò)程分為麥芽制造、麥芽汁制造、前發(fā)酵、后發(fā)酵、過(guò)濾滅菌、包裝等幾道工序。啤酒灌裝、壓蓋機(jī)部分屬于包裝工序。啤酒經(jīng)膜過(guò)濾后由管路送入回轉(zhuǎn)酒缸,再經(jīng)酒閥進(jìn)入瓶子中,壓蓋后獲得瓶裝啤酒。啤酒灌裝、壓蓋機(jī)的工作效率和自動(dòng)化程度的高低直接影響啤酒的日產(chǎn)量。
為了滿(mǎn)足我國(guó)啤酒行業(yè)日益擴(kuò)大生產(chǎn)規(guī)模的需求和啤酒現(xiàn)代化灌裝機(jī)械高速灌裝的要求,國(guó)內(nèi)各啤酒生產(chǎn)廠家都在積極尋求或改造本單位的啤酒灌裝生產(chǎn)設(shè)備,使其成為具有良好的使用性能,先進(jìn)的技術(shù)水平及高生產(chǎn)效率、運(yùn)行穩(wěn)妥可靠、維護(hù)成本低的啤酒現(xiàn)代化灌裝機(jī)。
2 啤酒灌裝、壓蓋機(jī)工作原理和控制部分構(gòu)成
液體灌裝機(jī)按灌裝原理可分為常壓灌裝機(jī)、壓力灌裝機(jī)和真空灌裝機(jī)。啤酒灌裝、壓蓋機(jī)采用壓力灌裝方法,是在高于大氣壓力下進(jìn)行灌裝,貯液缸內(nèi)的壓力高于瓶中的壓力,啤酒液體靠壓差流入瓶?jī)?nèi)。
目前國(guó)內(nèi)外實(shí)現(xiàn)灌裝工藝路線基本上是:利用回轉(zhuǎn)酒缸產(chǎn)生的旋轉(zhuǎn)運(yùn)動(dòng),使安放在酒缸槽位上的空瓶通過(guò)機(jī)械機(jī)構(gòu)將固定在酒缸上部的欲抽真空閥打開(kāi),對(duì)已封好的瓶子進(jìn)行抽真空處理,撥轉(zhuǎn)外操作閥桿,打開(kāi)氣閥,對(duì)瓶?jī)?nèi)充填CO2氣體,抽真空凸
當(dāng)今國(guó)際先進(jìn)的啤酒灌裝、壓蓋機(jī)的控制系統(tǒng)主要由光電開(kāi)關(guān)位置檢測(cè)部分、走瓶帶、酒缸轉(zhuǎn)速的變頻調(diào)速部分、主控由可編程控制器、觸摸屏等組成。灌裝、壓蓋機(jī)的機(jī)械結(jié)構(gòu)裝置與PLC可編程控制、變頻無(wú)級(jí)調(diào)速、人機(jī)界面等現(xiàn)代自動(dòng)控制技術(shù)手段完整的結(jié)合,形成機(jī)電一體化。
3 控制部分改造方案
國(guó)內(nèi)很多啤酒廠家現(xiàn)使用的灌裝、壓蓋機(jī)的控制系統(tǒng)的自動(dòng)化程度參差不齊;所有手動(dòng)按鈕和工藝開(kāi)關(guān)都設(shè)置在一個(gè)操作箱的面板上,PLC控制器大都為日本OMRON公司或三菱公司的早期產(chǎn)品,設(shè)備連鎖控制、保護(hù)設(shè)置少,加之啤酒灌裝的現(xiàn)場(chǎng)環(huán)境惡劣,潮濕度大,使開(kāi)關(guān)等接觸觸點(diǎn)銹蝕嚴(yán)重,系統(tǒng)的信號(hào)檢測(cè)部分故障率較高,造成設(shè)備控制系統(tǒng)運(yùn)行的可靠性低,設(shè)備正常運(yùn)行周期短等現(xiàn)象。
以實(shí)際改造的丹東鴨綠江啤酒有限公司的灌裝、壓蓋機(jī)的控制系統(tǒng)為例,介紹改造方法,闡明改造這類(lèi)設(shè)備的控制思想和思路;根據(jù)現(xiàn)場(chǎng)的實(shí)際工藝條件,重新編寫(xiě)了PLC的運(yùn)行程序。針對(duì)啤酒灌裝、壓蓋機(jī)控制系統(tǒng)的實(shí)際狀況,并根據(jù)現(xiàn)場(chǎng)的實(shí)際工藝條件,重新設(shè)計(jì)了設(shè)備的PLC控制系統(tǒng)。這種改造方法和思路同樣可以應(yīng)用與其他液體介質(zhì)灌裝設(shè)備的改造。
3.1系統(tǒng)硬件配置
使用日本三菱公司的FX2N128MRPLC替換原系統(tǒng)使用的2臺(tái)OMRON公司的C60P PLC,原系統(tǒng)的PLC由于是老型號(hào)產(chǎn)品,和計(jì)算機(jī)聯(lián)機(jī)需要配置特殊的通訊轉(zhuǎn)換器,系統(tǒng)需要增加外部I/O輸入點(diǎn)時(shí),擴(kuò)展模塊備件較難尋。FX2N128MRPLC是集成128點(diǎn)I/O的箱體式控制器,具有運(yùn)算速度快,指令豐富、性能價(jià)格比高、聯(lián)機(jī)編程簡(jiǎn)單、擴(kuò)展方便等優(yōu)點(diǎn),是三菱FX系列中功能最強(qiáng)的小型控制器。
(1) 采用三菱公司的900系列的970GOT人機(jī)觸摸屏替換原系統(tǒng)使用的面板按鈕并監(jiān)控顯示設(shè)備的運(yùn)行工作參數(shù)。970GOT HMI為高亮度的16色顯,通過(guò)匯流連接和FX2N128MRPLC的CPU直接連接,實(shí)現(xiàn)快速回應(yīng)。具有許多維護(hù)功能,如列表式編輯功能、梯形圖監(jiān)控(故障查找)功能、系統(tǒng)監(jiān)控功能等用來(lái)查找故障和維護(hù)PLC系統(tǒng)。
(2) 灌裝、壓蓋機(jī)的變頻器在改造中沒(méi)有更換,現(xiàn)場(chǎng)檢測(cè)信號(hào)的手段仍然采用開(kāi)關(guān)式檢測(cè),因檢測(cè)開(kāi)關(guān)長(zhǎng)期工作在濕度很大的場(chǎng)合,因此選擇電容式的接近開(kāi)關(guān),根據(jù)PLC I/O端子的接線方式,選擇PNP型的接近開(kāi)關(guān),控制系統(tǒng)結(jié)構(gòu)見(jiàn)圖1。
3.2 系統(tǒng)程序設(shè)計(jì)
PLC控制器的程序設(shè)計(jì)重點(diǎn)和核心是圍繞著酒缸的旋轉(zhuǎn)速度控制和酒缸上60個(gè)瓶位相關(guān)位置的檢測(cè)移位、破瓶、空瓶瓶位相關(guān)位置的檢測(cè)移位和相關(guān)灌裝閥等的控制。其中的瓶位移位檢測(cè)程序中,采用了三菱PLC位左移指令,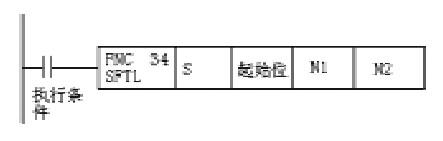
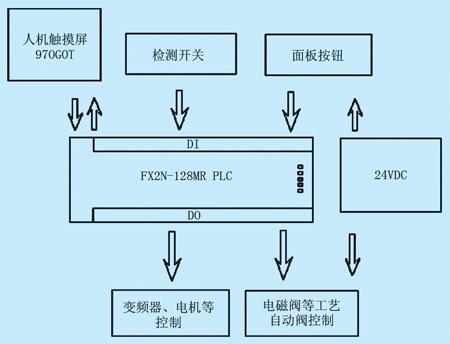
圖1 控制系統(tǒng)結(jié)構(gòu)框圖
驅(qū)動(dòng)執(zhí)行條件輸入每一次由OFF-ON變化時(shí),執(zhí)行N2位移動(dòng),N2為移動(dòng)的位數(shù)。
(1) 瓶位移位子程序
413 LD X055;機(jī)器計(jì)數(shù)脈沖測(cè)量檢測(cè)輸入點(diǎn)
414 PLS M49;主電機(jī)轉(zhuǎn)速測(cè)量檢測(cè)輸入點(diǎn)取上升沿微分后的位M49
416 PLF M301;主電機(jī)轉(zhuǎn)速測(cè)量檢測(cè)輸入點(diǎn)取下降沿微分后的位M301
418 LDI M590;進(jìn)瓶個(gè)數(shù)檢測(cè)
419 ANI X005;連鎖保護(hù)點(diǎn)
420 ANI X006;緊急停車(chē)保護(hù)
421 OUT M50;進(jìn)瓶瓶位是否有瓶檢測(cè)
422 LD M49;主電機(jī)轉(zhuǎn)速測(cè)量檢測(cè)輸入點(diǎn)
423 SFTL M50 M500 K60 K1
; 瓶位移位檢測(cè),采用PLC位左移指令,這條指令是整個(gè)子控制程序的核心之一,主電機(jī)和瓶位檢測(cè)開(kāi)關(guān)同步檢測(cè)移動(dòng)的酒瓶,主電機(jī)每轉(zhuǎn)一周,正好對(duì)應(yīng)酒缸轉(zhuǎn)過(guò)一個(gè)瓶位,PLC內(nèi)部單元內(nèi)對(duì)應(yīng)這60個(gè)瓶位的單元為M500~M559,單元個(gè)數(shù)用第一個(gè)字母K設(shè)置為K60,每次變化一位用第二個(gè)字母K設(shè)置為K1,M50反應(yīng)了瓶位的空、缺位置,并將檢測(cè)到的這個(gè)位置以電機(jī)轉(zhuǎn)速的頻率移位下去,在內(nèi)部相應(yīng)的 單元內(nèi)置"1"或"0",控制相應(yīng)的閥門(mén)和攪拌瓶蓋的電機(jī)的開(kāi)與停。系統(tǒng)在連續(xù)檢測(cè)90個(gè)空瓶位后,停止攪拌瓶蓋的電機(jī)的運(yùn)行,檢測(cè)瓶位的個(gè)數(shù)可以根據(jù)用戶(hù)的要求任意設(shè)定。
432 LD X052
; 出瓶位檢測(cè)
回轉(zhuǎn)酒缸通過(guò)壓力往瓶?jī)?nèi)背壓裝酒的過(guò)程中,空瓶在背壓后,可能由于瓶子本身裂紋等原因?qū)е峦蝗槐?這就需要檢測(cè)出爆瓶瓶子的位置,在這個(gè)瓶位的位置進(jìn)行打開(kāi)吹掃電磁閥,噴出壓縮
(2) 實(shí)現(xiàn)爆瓶檢測(cè)、控制的步進(jìn)控制
482 LD X055;機(jī)器計(jì)數(shù)脈沖測(cè)量檢測(cè)輸入點(diǎn)
483 PLS M49;主電機(jī)轉(zhuǎn)速測(cè)量檢測(cè)輸入點(diǎn)取上升沿微分后的位M49
485 PLF M309;主電機(jī)轉(zhuǎn)速測(cè)量檢測(cè)輸入點(diǎn)取下降沿微分后的位M309
486 LDI M70;破瓶位置檢測(cè)
487 ANI M071;連續(xù)破瓶位置檢測(cè)
488 ANI X052;進(jìn)瓶位置
489 SFTL M52 M600 K20 K1
破瓶檢測(cè)和瓶位檢測(cè)開(kāi)關(guān)同步檢測(cè)移動(dòng)的破瓶,主電機(jī)每轉(zhuǎn)一周,正好對(duì)應(yīng)酒缸轉(zhuǎn)過(guò)一個(gè)瓶位,PLC內(nèi)部單元內(nèi)對(duì)應(yīng)這20個(gè)破瓶位的單元為M600~M619,單元個(gè)數(shù)用第一個(gè)字母K設(shè)置為K20,每次變化一位用第二個(gè)字母K設(shè)置為K1,M52反應(yīng)了破瓶的位置,并將檢測(cè)到的這個(gè)位置以電機(jī)轉(zhuǎn)速的頻率移位下去,在內(nèi)部相應(yīng)的 單元內(nèi)置"1"或"0",控制相應(yīng)的噴射和吹掃電磁閥開(kāi)與停。連續(xù)噴射和吹掃電磁閥的開(kāi)聽(tīng)、停時(shí)間可以根據(jù)工藝要求任意設(shè)定。
破瓶檢測(cè)和瓶位檢測(cè)的程序流程圖如圖2所示:
圖2 破瓶檢測(cè)和瓶位檢測(cè)子程序流程圖
系統(tǒng)自動(dòng)化運(yùn)行可靠的保障就是控制進(jìn)出瓶蓋的同步跟蹤,既準(zhǔn)確檢測(cè)電機(jī)轉(zhuǎn)速檢測(cè)開(kāi)關(guān)、破瓶檢測(cè)開(kāi)關(guān)和進(jìn)瓶檢測(cè)開(kāi)關(guān)三個(gè)條件。
(3) 970GOT人機(jī)觸摸屏操作終端機(jī)的軟件采用三菱公司的GT WORKS軟件包,其中GT Designer是一個(gè)用與整個(gè)GOT9000系列的繪圖套裝軟件。該軟件包操作簡(jiǎn)單,事先可在個(gè)人計(jì)算機(jī)上組態(tài)并仿真調(diào)試,完畢后下載至人機(jī)操作終端機(jī)。同時(shí),因?yàn)槿藱C(jī)界面又具有觸摸屏的作用,將常用的開(kāi)關(guān)設(shè)在顯示屏上,方便操作。還可并以增加一些功能,如設(shè)置報(bào)警信息等。
4 改造后控制系統(tǒng)功能
系統(tǒng)正常運(yùn)行時(shí),機(jī)器為自動(dòng)控制,根據(jù)進(jìn)出瓶帶上瓶的滿(mǎn)缺,按設(shè)定速度或慢速運(yùn)行,進(jìn)瓶檔瓶,無(wú)瓶不下蓋,爆瓶自動(dòng)沖洗,灌裝位置自動(dòng)背壓,下蓋輸蓋系統(tǒng)的自動(dòng)開(kāi)停和安全保護(hù)等動(dòng)作的協(xié)調(diào)聯(lián)鎖。原來(lái)所有按鈕的操作改造后都在觸摸屏上進(jìn)行。
5 控制系統(tǒng)檢測(cè)狀態(tài)的監(jiān)控功能
進(jìn)瓶檢測(cè)開(kāi)關(guān)和破瓶檢測(cè)開(kāi)關(guān)通過(guò)檢測(cè)每個(gè)壓瓶部分上面的小鐵片的位置,產(chǎn)生光電脈沖輸出,再有PLC采集,由于每個(gè)壓瓶部分上面的小鐵片的位置是活動(dòng)的,在機(jī)器運(yùn)行一段時(shí)間后,壓瓶部分上面的小鐵片和檢測(cè)開(kāi)關(guān)的位置發(fā)生位移,造成檢測(cè)開(kāi)關(guān)誤判斷,如沒(méi)瓶判斷為有瓶,爆瓶漏檢、誤檢等造成輸出失誤,使PLC產(chǎn)生誤動(dòng)作,造成如背壓、爆瓶吹、洗、瓶蓋攪拌系統(tǒng)控制失靈等故障現(xiàn)象。
在改造前的日常生產(chǎn)過(guò)程中,碰到這種現(xiàn)象時(shí),操作工只能將各個(gè)功能開(kāi)關(guān)或按扭打到手動(dòng)控制檔位,使機(jī)器設(shè)備工作在無(wú)監(jiān)控狀態(tài)下,機(jī)器失去自動(dòng)控制功能。造成了很大的生產(chǎn)原料如氣、水、酒的浪費(fèi)。只能在生產(chǎn)的間歇,才能由維修鉗工和電工根據(jù)檢測(cè)開(kāi)關(guān)上的小發(fā)光二極管的亮和滅通過(guò)調(diào)整位移距離只有5~8mm的檢測(cè)開(kāi)關(guān)的安裝位置,來(lái)修正檢測(cè)開(kāi)關(guān)和小鐵片的間隙。這種檢測(cè)手段非常落后,調(diào)整后的效果反應(yīng)致后,不能及時(shí)反應(yīng)調(diào)整結(jié)果。
針對(duì)這種檢測(cè)狀況,結(jié)合改造后的灌裝、壓蓋機(jī)控制系統(tǒng)的配置,新增了這部分檢測(cè)功能,并集成在人機(jī)觸摸屏中,完成瓶位
文章版權(quán)歸西部工控xbgk所有,未經(jīng)許可不得轉(zhuǎn)載。









 服務(wù)咨詢(xún)
服務(wù)咨詢(xún)