

歐姆龍PLC在葉片成型模具多路溫度控制中的應(yīng)用
1 引言
大型風(fēng)力發(fā)電機(jī)組中,風(fēng)機(jī)葉片運(yùn)行的穩(wěn)定性直接決定著整個(gè)系統(tǒng)運(yùn)行品質(zhì)的優(yōu)劣。在大型風(fēng)力機(jī)復(fù)合材料葉片的生產(chǎn)過(guò)程中,葉片成型模具起著至關(guān)重要的作用。其中,葉片模具的溫度是其加工成型過(guò)程中的重要工藝參數(shù),對(duì)葉片成型模具的質(zhì)量具有很大影響。如果溫度控制的效果不佳,控制精度不高,控制系統(tǒng)的可靠性低,這些因素都將影響成型件的成型質(zhì)量,甚至可能造成模具的局部燒損,導(dǎo)致模具失效,嚴(yán)重影響生產(chǎn)效率和產(chǎn)品交貨周期。因此,模具加熱裝置的溫度控制是風(fēng)機(jī)葉片模具成型過(guò)程中的重要技術(shù)問(wèn)題。它主要包括模具加熱溫度控制和模具溫度均勻性補(bǔ)償平衡控制[1-2]。
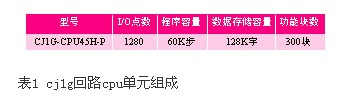
模塊型plc具有配置靈活的特點(diǎn),可根據(jù)需要選擇不同規(guī)模的系統(tǒng),而且裝配方便,便于擴(kuò)展和維修。針對(duì)葉片成型模具加熱過(guò)程中區(qū)域劃分多且復(fù)雜,在注膠固化,溫控停止與合模固化過(guò)程中對(duì)溫度的動(dòng)態(tài)以及靜態(tài)偏差要求嚴(yán)格的特點(diǎn),設(shè)計(jì)了以歐姆龍cj1g-cpu45h-p模塊型plc作為總控制器的葉片成型模具多路溫度控制系統(tǒng)以實(shí)現(xiàn)流程控制,并且滿足葉片模具成型的工藝要求。
2 葉片成型模具溫控系統(tǒng)工藝要求
在感應(yīng)加熱,紅外加熱和電阻加熱等加熱方式中,對(duì)葉片模具加熱來(lái)說(shuō),電阻絲加熱具有元件經(jīng)久耐用、維修更換方便、操作簡(jiǎn)單、成本低廉等優(yōu)點(diǎn)。電阻絲加熱就是在模具的玻璃鋼層中預(yù)埋加熱電阻絲,加熱電阻絲鋪設(shè)在模具加熱層(樹(shù)脂+鋁粉)之下[3]。電阻絲加熱方式雖然應(yīng)用較普遍,但是隨著風(fēng)力機(jī)組容量的增長(zhǎng),風(fēng)力機(jī)葉片的尺寸隨之增大,兆瓦級(jí)大型風(fēng)力機(jī)葉片模具的加熱系統(tǒng)具有劃分區(qū)域多且復(fù)雜的特點(diǎn),在這一背景下,基于電阻絲加熱方式的模具加熱系統(tǒng)就顯得缺乏可靠性,溫度不易控制,易出現(xiàn)局部溫度過(guò)高的現(xiàn)象,因此對(duì)于葉片成型模具的溫度控制系統(tǒng)就提出了更高的工藝要求。
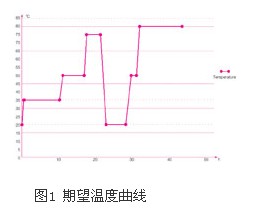
具體言之,對(duì)于兆瓦級(jí)大型風(fēng)力機(jī)葉片模具而言,一般情況下要求模具型腔內(nèi)加溫能力至少為80℃;模具型腔恒溫控制精度為±2℃;模具型面溫度偏差不大于4℃(指模具溫升動(dòng)態(tài)過(guò)程)。成型過(guò)程的期望溫度曲線如圖1所示。
3 歐姆龍模塊型plc簡(jiǎn)介
歐姆龍c系列plc產(chǎn)品門類齊,型號(hào)多,功能強(qiáng),適用面廣。其緊湊型結(jié)構(gòu)的微型機(jī)以cj型機(jī)最為典型。經(jīng)過(guò)篩選,歐姆龍cj型機(jī)中的cj1g-cpu45h-p型cpu單元適用于風(fēng)電葉片成型模具的多路溫度控制。
cj1g-cpu45h-p作為cpu單元的模塊型plc的可靠性高,抗干擾能力強(qiáng),并且適用于多路溫度控制。cj1g系列plc所具有的溫度控制單元支持2回路或4回路pid控制或on/off控制,其中2回路模式帶加熱路斷路檢測(cè)功能;同時(shí)用于pid控制的pid常數(shù)可以用自調(diào)整(at)來(lái)設(shè)定,正向操作(冷卻)或反向操作(加熱)可以任選;可以從溫度傳感器直接輸入;采樣周期為500ms;每個(gè)回路有2點(diǎn)內(nèi)部報(bào)警;對(duì)于2回路模式,電流互感器接到每個(gè)回路,用來(lái)檢測(cè)加熱器的斷路。
4 多路溫度控制系統(tǒng)設(shè)計(jì)
4.1 系統(tǒng)體系結(jié)構(gòu)
由于葉片成型模具是分為多個(gè)回路進(jìn)行加熱的,故在一個(gè)總控制器用于協(xié)調(diào)各路加熱溫度的基礎(chǔ)上,每個(gè)單回路則分別進(jìn)行各自區(qū)域的溫度采集以及對(duì)溫度場(chǎng)的加熱,恒溫保持與冷卻工作。整個(gè)系統(tǒng)的控制原理圖如圖2所示。

該多路溫度控制系統(tǒng)應(yīng)主要具有4個(gè)方面的基本功能,即實(shí)時(shí)控制功能、顯示功能、數(shù)據(jù)處理功能、報(bào)警和故障處理功能[4]。根據(jù)上述系統(tǒng)的主要功能,對(duì)該多路溫度控制系統(tǒng)的總體結(jié)構(gòu)進(jìn)行設(shè)計(jì),系統(tǒng)總體結(jié)構(gòu)示意圖如圖3所示。整個(gè)溫度測(cè)控系統(tǒng)的硬件包括數(shù)據(jù)采集模塊、輸出控制模塊、熱電阻、固態(tài)繼電器、人機(jī)界面及總控制器等。下面分別從溫度傳感與采集,總控制器以及執(zhí)行機(jī)構(gòu)三部分介紹該系統(tǒng)整體體系結(jié)構(gòu)。

(1)溫度傳感與采集
以單區(qū)溫度測(cè)量為例,每個(gè)單區(qū)的型腔內(nèi)設(shè)置兩個(gè)測(cè)溫點(diǎn),每個(gè)單區(qū)的控制點(diǎn)溫度測(cè)量使用2個(gè)歐姆龍公司的e52-p10ae型pt100熱電阻,測(cè)量的最高溫度可以滿足溫控系統(tǒng)的工藝要求,由于葉片成型模具型腔內(nèi)測(cè)溫不導(dǎo)電,故pt100無(wú)需安裝絕緣套管。同時(shí),采用pt100型熱電阻測(cè)溫可以有效避免采用熱電偶作為傳感器所產(chǎn)生的冷端補(bǔ)償誤差,提高溫度測(cè)量的精確度。4通道輸入模塊cj1w-ad04u進(jìn)行溫度數(shù)據(jù)采集。
(2)總控制器
該多路溫控系統(tǒng)采用歐姆龍公司的cj1g-cpu45h-p模塊型plc作為總控制器來(lái)協(xié)調(diào)控制所有單回路的溫度。該plc具有內(nèi)置回路控制功能的cpu單元,可以直接實(shí)現(xiàn)多段溫度及斜率控制。根據(jù)模具溫控系統(tǒng)所要實(shí)現(xiàn)的功能,用戶系統(tǒng)需要對(duì)以下內(nèi)容進(jìn)行程序開(kāi)發(fā):動(dòng)畫顯示,編制控制策略,輸出實(shí)時(shí)曲線、歷史曲線、實(shí)時(shí)數(shù)據(jù)、歷史數(shù)據(jù),操作界面和菜單設(shè)計(jì),外部設(shè)備連接,運(yùn)行測(cè)試等。
(3)輸出控制模塊與執(zhí)行機(jī)構(gòu)
該系統(tǒng)采用16通道輸出控制模塊cj1w-od211通過(guò)g3na-410b型固態(tài)繼電器分別控制各單區(qū)電阻加熱絲的通斷。g3na-410b型固態(tài)繼電器可適用的輸出負(fù)載為240-480vac,可以滿足系統(tǒng)工作電壓的要求。
該多路溫度控制系統(tǒng)的主要控制元件選型清單見(jiàn)表2。所配備的控制裝置最多支持68個(gè)單回路的溫度控制。

4.2 流程控制的設(shè)計(jì)
該控制系統(tǒng)的實(shí)現(xiàn)通過(guò)在歐姆龍工控組態(tài)軟件
cx-programmer上進(jìn)行應(yīng)用系統(tǒng)開(kāi)發(fā)來(lái)完成。基于組態(tài)軟件開(kāi)發(fā)的用戶應(yīng)用系統(tǒng),其結(jié)構(gòu)由主控窗口、設(shè)備窗口、用戶窗口、實(shí)時(shí)數(shù)據(jù)庫(kù)和運(yùn)行策略5個(gè)部分構(gòu)成。具體成型過(guò)程的控制流程示意圖如圖4所示,由圖4可知,通過(guò)傳感器測(cè)量和溫度采集模塊采集到的各單回路實(shí)時(shí)溫度值均存入實(shí)時(shí)數(shù)據(jù)庫(kù),用戶在主控窗口中調(diào)出實(shí)時(shí)數(shù)據(jù)庫(kù)即可觀察到各單回路的當(dāng)前溫度值,從而對(duì)溫度異常點(diǎn)做出相應(yīng)的處理。溫度采集模塊與輸出控制模塊的運(yùn)行狀態(tài)可以通過(guò)設(shè)備窗口得知。與此同時(shí),圖4中葉片模具成型過(guò)程的每一個(gè)階段里,溫升與恒溫保持等流程均以相應(yīng)的控制策略存儲(chǔ)在應(yīng)用系統(tǒng)中,即在每一階段運(yùn)行相應(yīng)的控制策略以實(shí)現(xiàn)預(yù)期的成型流程。用戶通過(guò)用戶窗口可以得知當(dāng)前成型過(guò)程所處階段的系統(tǒng)狀態(tài),當(dāng)用戶窗口出現(xiàn)圖4中所示的報(bào)警信息時(shí),用戶可以根據(jù)所顯示的報(bào)警信息手動(dòng)進(jìn)行各通道的加熱升溫、冷卻降溫、恒溫保持、啟動(dòng)和停止等一系列動(dòng)作。最終使每一個(gè)階段的成型過(guò)程滿足工藝要求。用戶應(yīng)用系統(tǒng)5個(gè)部分具體的結(jié)構(gòu)組成如下。
系統(tǒng)框架在主控窗口中構(gòu)建。實(shí)時(shí)數(shù)據(jù)庫(kù)是系統(tǒng)核心,用于管理所有的實(shí)時(shí)數(shù)據(jù)。該系統(tǒng)中共建立了140個(gè)數(shù)據(jù)對(duì)象,包括4個(gè)系統(tǒng)內(nèi)建數(shù)據(jù)對(duì)象、最多支持68個(gè)單回路,共136個(gè)溫度控制點(diǎn)的實(shí)時(shí)溫度數(shù)據(jù)和加熱冷卻的溫度控制閥值、開(kāi)關(guān)型的控制參數(shù)以及組對(duì)象等。這些數(shù)據(jù)對(duì)象根據(jù)其實(shí)現(xiàn)功能的不同分別被賦予不同的屬性。
設(shè)備窗口中定義了數(shù)據(jù)采集模塊cj1w-ad04u和輸出控制模塊cj1w-od211,數(shù)據(jù)采集模塊的4個(gè)通道分別與溫度控制點(diǎn)實(shí)時(shí)溫度數(shù)據(jù)連接,輸出控制模塊的16通道與加熱及冷卻的開(kāi)關(guān)型控制參數(shù)相連接。
用戶窗口用于實(shí)現(xiàn)數(shù)據(jù)與流程的可視化。主界面顯示當(dāng)前的溫度值、設(shè)定的模具型腔恒溫控制精度,模具型面溫度偏差以及當(dāng)前的控制狀態(tài);設(shè)計(jì)了曲線顯示窗口分別顯示每個(gè)溫度控制點(diǎn)和組對(duì)象的實(shí)時(shí)曲線和歷史曲線;溫度控制點(diǎn)設(shè)置和溫度運(yùn)行控制窗口通過(guò)hmi的實(shí)時(shí)顯示后可以供操作員手動(dòng)進(jìn)行各通道的加熱升溫、冷卻降溫、恒溫保持、啟動(dòng)和停止等一系列動(dòng)作。每個(gè)單回路在工控組態(tài)軟件中的控制邏輯組態(tài)圖見(jiàn)圖5。


4.3 控制策略與精度分析
由于對(duì)所有單回路都要實(shí)時(shí)保持著準(zhǔn)確的測(cè)量、pid控制和良好的人機(jī)對(duì)話接口,所以必需要有一套合理的控制算法。對(duì)于圖4中所示的控制流程通過(guò)定義相應(yīng)的運(yùn)行策略來(lái)實(shí)現(xiàn)。對(duì)于每一路的電阻絲加熱或冷卻進(jìn)行單獨(dú)控制的時(shí)間循環(huán)通過(guò)設(shè)計(jì)如下的循環(huán)策略并編寫腳本程序?qū)崿F(xiàn),當(dāng)控制點(diǎn)初始溫度小于所處階段的加熱閥值時(shí),啟動(dòng)加熱;當(dāng)實(shí)測(cè)溫度值達(dá)到該階段的加熱閥值時(shí),相應(yīng)的固態(tài)繼電器斷開(kāi),停止加熱。模具的保溫主要通過(guò)運(yùn)行報(bào)警策略控制電阻加熱絲的開(kāi)關(guān)得以實(shí)現(xiàn)。
與此同時(shí),由于pid只能輸出mv值,即0~100%的模擬量信號(hào),在控制系統(tǒng)中使用了cj1g-cpu45h-p模塊型plc的tpo指令作為占空比計(jì)算工具,即可將對(duì)應(yīng)的mv值轉(zhuǎn)換為開(kāi)關(guān)量的開(kāi)關(guān)on/off狀態(tài),從而實(shí)現(xiàn)了對(duì)執(zhí)行機(jī)構(gòu)的控制。
對(duì)于實(shí)時(shí)溫度測(cè)量傳感器而言,本溫控系統(tǒng)采用的e52-p10ae型pt100精確度屬于b級(jí),它的測(cè)量溫度誤差δt=±(0.3+5×10-3t),因此其測(cè)溫誤差足以滿足±0.7℃的溫度測(cè)量誤差要求。同時(shí)由于系統(tǒng)設(shè)計(jì)的中斷控制程序能夠保證對(duì)所有單回路進(jìn)行控制操作的實(shí)時(shí)性,所以可以滿足葉片模具成型過(guò)程中各分區(qū)型腔內(nèi)對(duì)溫度±2℃的靜態(tài)偏差要求以及模具型面溫升過(guò)程中不大于4℃的動(dòng)態(tài)偏差要求。
占空比系數(shù)是根據(jù)測(cè)量值與設(shè)定值的偏差大小、加熱速率確定的,偏差越大,占空比越大,加熱時(shí)間就越長(zhǎng)[5]。待下次的測(cè)量值出現(xiàn),重新調(diào)節(jié)占空比,直到達(dá)到恒溫階段,這個(gè)時(shí)候系統(tǒng)的加熱/冷卻達(dá)到平衡。若恒溫過(guò)程中出現(xiàn)干擾時(shí),如環(huán)境突然的變化破壞了恒溫階段平衡,此時(shí)系統(tǒng)會(huì)自動(dòng)地調(diào)節(jié)占空比,使之重新達(dá)到平衡。
4 結(jié)束語(yǔ)
本文將歐姆龍plc應(yīng)用于風(fēng)電葉片成型模具多路溫度控制當(dāng)中,所設(shè)計(jì)的控制系統(tǒng)結(jié)構(gòu)穩(wěn)定,成本低廉,安全可靠。以歐姆龍模塊型plc及相應(yīng)外圍元件構(gòu)成硬件環(huán)境,以pid為基本控制算法的支持軟件,對(duì)多路溫度的測(cè)量、流程控制與控制算法進(jìn)行了有效的設(shè)計(jì),保證了測(cè)量、控制的實(shí)時(shí)性,不會(huì)因?yàn)槁窋?shù)過(guò)多而影響控制精度。可以有效解決溫升與恒溫過(guò)程中各區(qū)之間溫度不均勻的問(wèn)題。分析結(jié)果表明,cj1g-cpu45h-p模塊型plc可以滿足對(duì)葉片成型模具多路溫度的控制要求,在相關(guān)領(lǐng)域具有良好的應(yīng)用前景。
文章版權(quán)歸西部工控xbgk所有,未經(jīng)許可不得轉(zhuǎn)載。
你可能感興趣的文章









 服務(wù)咨詢
服務(wù)咨詢