

貝加萊PCC在驗瓶機檢測設備中的應用
一、空瓶檢測機(EBI)設計概要
1.1空瓶檢測機應用領域
中國制造業的高速發展給工廠自動化帶來前所未有的機遇。工廠的管理者已深刻地體會到一些關鍵環節的自動檢測設備不僅能帶來更高的效率,并且能更大限度地降低成本。隨著市場競爭的加劇,啤酒飲料制造企業越來越清楚地認識到,產品質量的好壞,是決定企業生產和經營成敗的關鍵。隨著在線檢測技術自身的成熟和發展,可以預計,它啤酒飲料食品制造企業中得到越來越廣泛的應用 。中國啤酒集團的公司,例如:燕京啤酒集團公司、青島啤酒集團公司、華潤啤酒集團公司、深圳金威公司、珠江啤酒集團公司等等。隨著生產線速度的提高,質量品質的提升,這些集團公司也已經把驗瓶機等檢測設備,列為生產關鍵設備。
目前國內啤酒飲料行業配備的空瓶檢測機在線檢測設備微乎其微,這僅有的一些空瓶檢測設備絕大部分依賴于進口。目前空瓶檢測機的品牌比較少,表現為高度集中,有德國的HEUFT、KRONES、MIHO,美國的飛達,日本的KTS,德國品牌壟斷著市場的絕大部分份額。國外空瓶檢測機的特點:適應性差、價格高昂及維護費用讓廠家倍感頭痛。迫切的需要國內研發類似設備來填補這片空白。
1.2驗瓶機的設計原理
驗瓶機要實現的功能是對啤酒瓶進行全方位的檢測,將檢測的結果信號送給控制系統,控制系統對接收到的信號進行分析匯總,控制單段式或多段式剔除器將不合格的瓶子剔除。檢測系統分六大檢測模塊:進瓶檢測模塊、側壁檢測模塊1、瓶口檢測模塊、瓶底檢測模塊、側壁檢測模塊2、殘留液檢測模塊。如圖1所示:
各模塊的檢測功能:
1進瓶檢測模塊:檢測異型瓶或嚴重破損瓶,防止其進入空瓶檢測機系統而對機器造成損害。
2側壁檢測模塊1:檢測瓶壁是否有污斑或者嚴重破損。
3瓶口檢測模塊:主要檢測瓶口是否存在破損或污斑。
4瓶底檢測模塊:主要檢測瓶底是否存在污斑。
5側壁檢測模塊2:瓶子通過夾瓶皮帶旋轉90度,進行第二次側壁檢測,保證了瓶壁檢測無死點。
6殘留液檢測模塊:主要檢測瓶中是否有殘留的液體存在。
視覺檢測系統的工作原理是:
通過特殊設計的LED光源打光,CCD相機拍照,將拍取的照片信息送到圖像處理器系統,圖像處理器對照片進行處理分析,判定拍取的照片是否合格,并將合格信號送出給控制系統。
殘留液檢測的工作原理是:
采用高頻發射器發出高頻信號,有殘留液的瓶子經過此檢測模塊時,引起高頻信號波動,通過判定信號的波動,將判定的不合格瓶子的信息送達控制系統。
控制系統的功能是:
控制系統跟蹤無壓力控制鏈道上的瓶子,并收集圖像處理的信息,進行匯總分析,將結果賦予瓶子,當瓶子到達剔除器的時候將不合格品剔除。控制系統要求使用性能穩定、結構緊湊、工作可靠、功能更強、調試維護更方便,貝加萊(B﹠R)的PCC控制系統兼具以上優點從而被作為系統的底層控制單元,其優勢特點十分明顯。
1.3 機器系統設計的初衷
隨著技術的發展,啤酒企業生產線速度在不斷的提高,由原來的18000瓶/小時提升到28000瓶/小時、36000瓶/小時、42000瓶/小時。像美國飛達等旋轉式的EBI已無法達到速度要求,直線式的EBI應運而生。
一、性能和功能要求
2.1 機器的性能要求
現國內啤酒生產線普遍的速度要求為28000瓶/小時或者36000瓶/小時,生產速度的提升,需要用直線式的EBI,對控制系統提出了新的要求,接收處理信號的能力要提升;需要借助編碼器對瓶子進行全程的跟蹤定位,所以要求控制系統讀取編碼器的值必須迅速而且準確。西門子及歐姆龍的PLC進行控制發現,實時性比較差,使用梯形圖編程對這樣的控制程序編寫比較復雜。面對這些特殊的控制要求貝加萊PCC的優勢凸顯出來,其可以使用C等高級語言編程,其中的TPU功能可以解決信號接收滯后及讀取編碼器不夠及時的問題,另外可輕易的利用PVI通訊借助工業以太網實現與上位機VB程序的通訊。
2.2 機器的功能需求
控制系統需要將圖像處理器返回的信號進行記錄,做出各種數據信息的統計分析,提供給上位機;對各個瓶子進行跟蹤定位,對檢測到的不合格品進行定位,到達剔除器位置時,將不合格瓶子準確剔除,剔除的瓶子倒瓶率不能高于5% 。控制系統穩定可靠,突然掉電再上電后能順利啟動。
EBI的全程定位光電的分布如圖2所示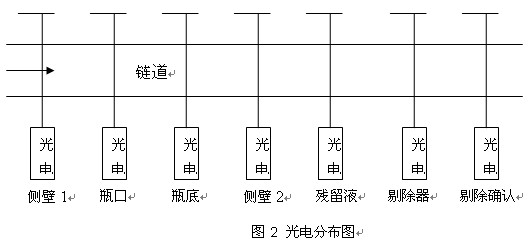
控制系統的思路為:
瓶子在鏈道上運行首先觸發前側壁光電,用一個結構體數組A 記錄其當前的編碼器的值,和前壁檢測的好壞信息。瓶口光電觸發記錄當前的編碼器的值,然后將當前的編碼器的值減去瓶口光電到前壁光電之間的脈沖距離REMOVE1,然后在一個容差范圍△內(即REMOVE1±△范圍內)查找前側壁結構體數組里編碼器的值,找到此瓶的記錄前側壁檢測的好壞信息,拷貝到瓶口的結構體數組中,并記錄下瓶口檢測的好壞信息。如果在前側壁結構體數組中找不到此瓶則認為此瓶是多出的瓶子,可能是滑動過大或者是人為插入的瓶子,將此瓶記錄為不合格瓶。同理瓶底光電觸發去查瓶口的結構體數組,后壁光電觸發去查瓶底的結構體數組,剔除光電觸發則去查后壁結構體數組。到了剔除光電的結構體數組則匯集了當前光電觸發編碼器值及前壁、瓶口、瓶底、后壁檢測的所有信息。通過監控當前的編碼器值和剔除結構體數組的信息來決定是否讓剔除器動作來將瓶子剔除。
此控制思路的優點是:
1) 每個光電觸發的時候來校正上個光電到這個光電距離內瓶子在鏈道上的滑動,使其定位更加的準確;
2) 所有模塊的檢測都是獨立的,便于分開各個模塊獨立運行。可以關閉任意一個功能塊而不影響其他模塊的檢測;
3) 解決了瓶子在檢測過程中由于多瓶或少瓶而引起的信號錯亂的問題。
一、 系統分析
3.1 系統的難點
EBI控制系統設計的難點在于:
1) 對瓶子的跟蹤定位,由于瓶子在鏈道運行過程中有可能會出現掉瓶情況,以及人為放入瓶子的情況,因此利用瓶子計數方式進行控制是行不通的;另外瓶子在鏈道運行的過程中會由于速度的變化等原因而產生小范圍的滑動,要對瓶子進行跟蹤,必須要消除這些小范圍滑動帶來的影響,并且還要識別出是否有缺失的瓶子或者人為原因多加入的瓶子,并對人為加入或者滑動過大的瓶子剔除,保證檢測質量。
2) 對不合格瓶子進行精確剔除,剔除裝置是依靠電磁閥、汽缸來驅動的,其接收到信號到其啟動需要一定的時間△t,這個時間在速度很低的情況下不會產生太大的影響,但在高速狀態下就足以對剔除瓶子的精度產生影響,致使不合格瓶子剔除不掉或者剔除到多排鏈道的瓶子大量傾倒。
3) 對統計的數據信息進行分析,并與上位機進行通信。上位機承擔有接收圖形處理器發來的圖像信息,因此要求控制系統盡量少的占有上位機的資源。
EBI控制系統不同于別的對機械過程的控制,機械過程的控制基本來說都是數字邏輯的控制,但對EBI的控制卻有著很大的不同。要求控制系統必須能快速的接收光電觸發傳入的信號,并準確的將編碼器的值讀出。
EBI控制定位系統流程圖如圖3所示:

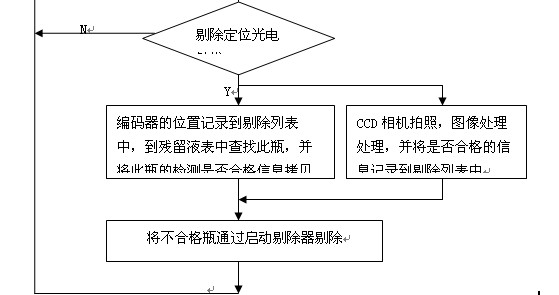
3 定位控制流程圖

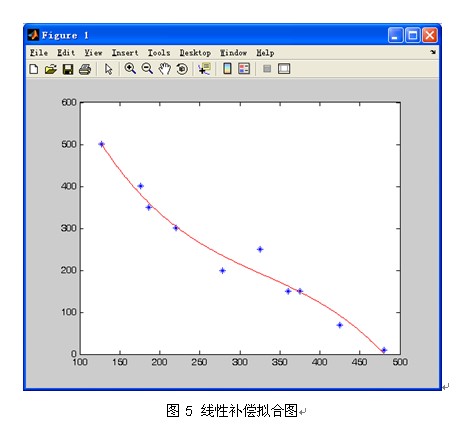
對于線性補償值的計算,采用多點擬合的辦法,用MATLAB擬合的曲線圖為

3 定位控制流程圖
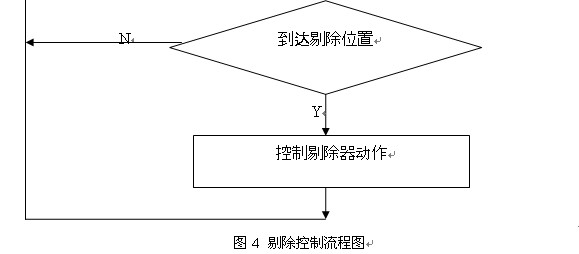
在自動運行狀態下,PCC主要負責檢測空瓶位置信息,準確控制剔除器動作。由于空瓶檢測不是由PCC完成,而是由專用的圖像處理與識別子系統來完成,檢測結果由控制主機傳送給PCC,并且剔除器是在空瓶檢測機的輸出口,即若發現次瓶,必須等該瓶到達擊出位置時才能將其擊出,所以如何在空瓶的高速連續傳送當中協調好空瓶檢測與剔除器的動作,是該系統控制的另一個關鍵所在。
控制流程圖如圖4所示:對于線性補償值的計算,采用多點擬合的辦法,用MATLAB擬合的曲線圖為
3.2 貝加萊實現
在貝加萊PCC控制SG3系統中的一款CPU,名稱為CP476具備TPU(時間處理器),其有輸入識別/輸入邊沿觸發計數器、輸出比較器、脈寬調制等功能。只需要經過簡單的配置,就可以在程序中調用其功能塊,實現對編碼器的準確跟蹤,快速的對光電觸發發出的信號做出響應。
貝加萊PCC控制系統與上位機的通訊程序編寫比較簡單,并且只有當控制系統統計的數據發生變化的時候才更新產生通訊動作,對上位機的數據進行更新,盡量的節省了上位機的CPU資源來進行圖像處理信息的操作。
貝加萊的培訓及技術支持是比較到位的,網站上定期有培訓時間課程安排、培訓資料等信息的發布,遇到問題技術工程師能到現場指導解決。
經測定2.5米距離上對瓶子定位誤差為100個脈沖以內,折合實際距離為小于1厘米,能夠達到檢測的定位要求。現場測試發現230000個瓶子中有50個瓶子未能定位成功,比率為0.22‰,精度達到設計要求。
一、 系統架構與特點
4.1 系統架構圖
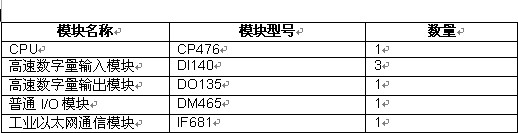
本系統需求IO統計需要24路數字量輸入,15路數字量輸出,其中需要有編碼器處理功能。貝加萊控制系統的配置為:CP476典型的指令周期為0.5us,帶一個時間處理器(TPU)實現微秒級的高速信號處理。DI140為旋入式模塊,前7個輸入口的硬件響應≤3us,為高速數字量輸入模塊。
第一塊DI140用于TPU帶Link功能的編碼器的輸入;第二、三塊用于跟蹤定位光電傳感器信號的輸入;DO135帶有的TPU功能中編碼器比較輸出能快速準確講不合格瓶剔除,用于剔除器輸出啟動信號;普通的輸入輸出模塊DM465用于外圍控制,如掉瓶、擠瓶保護,操作面板的控制等;IF681帶有一個RJ45接口,主要用于和上位機借助工業以太網進行通信。
EBI系統的框架圖為:4.2 硬件特點
現階段36000瓶/小時的國內啤酒生產線是比較熱門的,折算為10瓶/秒。速度是比較快的,要達到對瓶子的精確定位,要求控制系統的響應時間是比較高的。在此采用了貝加萊控制系統的時間處理(TPU)模塊,其Link功能實現了高速的信號及編碼器脈沖數值的讀取,高速精確輸出保證了剔除不合格瓶子的精度。
一、 客戶評價
現EBI為我公司開發的第三代產品,已在燕京啤酒廠、青島朝日啤酒廠生產線上運行,并得到了客戶的一致好評。山東萬世德檢測包裝系統技術有限公司自主研發的EBI,代表國內同類產品的最高水平。與國外同類產品相比性能差異不大,某些方面比如控制系統采用貝加萊(B﹠R)PCC控制系統,分布式的控制結構,特殊高速的控制模塊,已優于國外產品。德國海富、克朗斯同行也給予了很高的評價,稱是中國第一款真正意義上的EBI。
現國內市場的EBI被國外產品所壟斷,一直以來沒有中國自己的同類產品。這款設備推出以后立刻引起了國內外的關注。很多啤酒廠家有意購買國產EBI。國外EBI生產廠家也已感到威脅,現為增加競爭力開始大幅降價,并正式將萬世德列為其競爭對手。李士釗,男,1982年12月出生于山東省新泰市,2003年就讀于山東科技大學信息學院計算機科學于技術專業,本科學歷。畢業后就職于山東萬世德檢測包裝系統技術有限公司,開始EBI等視覺檢測設備的開發工作至今,主要負責工控機及控制系統的選購、底層通信、控制系統開發、圖像采集等工作。
聯系方式:
公司:山東萬世德檢測包裝系統技術有限公司
固話:0538-8362885-8003
傳真:0538-8362883
手機:15163804067
地址:山東省泰山青春創業開發區金龍工業園
郵編:271022
文章版權歸西部工控xbgk所有,未經許可不得轉載。









 服務咨詢
服務咨詢