

多電機速度同步控制
在傳統的傳動系統中,要保證多個執行元件間速度的一定關系,其中包括保證其間的速度同步或具有一定的速比,常采用機械傳動剛性聯接裝置來實現。但有時若多個執行元件間的機械傳動裝置較大,執行元件間的距離較遠時,就只得考慮采用獨立控制的非剛性聯接傳動方法。下面以兩個例子分別介紹利用PLC和變頻器實現兩個電機間速度同步和保持速度間一定速比的控制方法。
1、利用PLC和變頻器實現速度同步控制
薄膜吹塑及印刷機組的主要功能是,利用擠出吹塑的方法進行塑料薄膜的加工,然后經過凹版印刷機實現對薄膜的印刷,印刷工藝根據要求不同可以采用單面單色、單面多色、雙面單色或雙面多色等方法。在整個機組中,有多個電機的速度需要進行控制,如擠出主驅動電機、薄膜拉伸牽引電機、印刷電機以及成品卷繞電機等。電機間的速度有一定的關系,如:擠出主電機的速度由生產量要求確定,但該速度確定之后,根據薄膜厚度,相應的牽引速度也就確定,因此擠出速度和牽引速度之間有一確定的關系;同時,多組印刷膠轆必須保證同步,印刷電機和牽引電機速度也必須保持同步,否則,將影響薄膜的質量、印刷效果以及生產的連續性;卷繞電機的速度受印刷速度的限制,作相應變化,以保證經過印刷的薄膜能以恒定的張力進行卷繞。

在上述機組的傳動系統中,多組印刷膠轆的同步驅動可利用剛性的機械軸聯接,整個印刷膠轆的驅動由一臺電機驅動,這樣就保證了它們之間的同步。印刷電機的速度必須保證與牽引電機的速度同步,否則,在此兩道工藝之間薄膜會出現過緊或過松的現象,影響印刷質量和生產的連續性。但是印刷生置與牽引裝置相距甚遠,無法采用機械剛性聯接的方法。為實現牽引與印刷間的同步控制,牽引電機和印刷電機各采用變頻器進行調速,再用PLC對兩臺變頻器直接控制。
牽引電機和印刷電機采用變頻調速,其控制框圖如圖1所示。在這個閉環控制中,以牽引轆的速度為目標,由印刷電機變頻器調節印刷轆速度來跟蹤牽引轆的速度。利用旋轉編碼器1和旋轉編碼器2分別采集上述兩個電機的脈沖信號(編碼器位置參見圖3),并送到PLC的高速計數口或接在CPU的IR00000~IR00003。以這兩個速度信號數據為輸入量,進行比例積分(PI)控制算法,運算結果作為輸出信號送PLC的模擬量模塊,以控制印刷電機的變頻器。這樣,就可以保證印刷速度跟蹤牽引速度的變化而發生變化,使兩個速度保持同步。
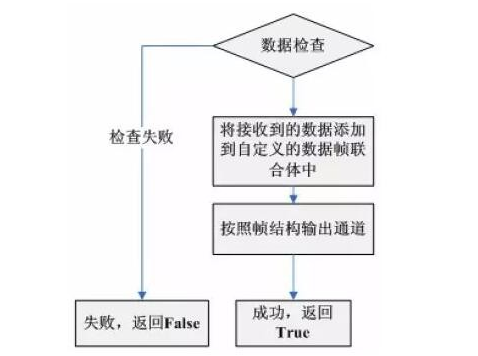
采用PI控制算法進行速度調節,程序設計框圖見圖2。圖中取自編碼器采集的脈沖信號,轉換成電機的速度數據,經上下限處理后,存儲于某個DM區中,以作為運算中的y值。計算后的p值,送到模擬量輸出通道,經過上下限標定后,換算成變頻器能接受的電流或電壓信號,以控制印刷電機的變頻器。
為確保薄膜在牽引和印刷兩道工序間保持恒定的張力,在這兩個裝置之間增加一組浮動轆調節裝置,其結構如圖3所示。
上面的浮動轆調節裝置,也用于減少因電源系統波動等因素引起的外來干擾。但波動引起的速度差別,經過一段時間后,會使兩個浮動轆位置升得太高或降得太低。因此在設計PI控制算法時,考慮了這些干擾因素的影響,利用積分環節I來調節累積誤差,使得牽引轆和印刷轆能進行同步控制,并且同步精度較高,從而確保這個控制系統的穩定性。

2、利用PLC和變頻器實現穩定速比的控制
在聚丙烯(PP)紡絲設備中,經過預拉伸的纖維需要進行熱拉伸。熱拉伸在兩個經過加熱的轆筒與預拉伸轆之間進行,各轆筒由電機分別驅動。原有的電機調速是采用直流電機驅動,由電位器調節的。在生產中經常出現速度波動現象,速比不能穩定,加工過程易出現“纏轆”現象,成品纖維出現“毛絲”和“硬頭絲”,影響化纖成品的質量。在紡絲時,預拉伸轆的速度受PP原料、分子線形取向等工藝要求的變化,應能方便地進行調節。確定了拉伸比后,熱拉伸轆的速度要快速地進行眼蹤和變化。采用可編程控制器(PLC)和變頻器進行控制,能較好地穩定兩個熱拉伸轆與預拉伸轆之間的速比。


圖4是PP紡絲機中熱拉伸的結構原理圖。預拉伸棍和兩個熱拉伸轆由3臺電機分別驅動,熱拉伸兩轆速度相同,化纖無拉伸,起穩定纖維性能作用;熱拉伸輯與預拉伸輾間具有一定的速比,某一個速度發生變化時,另一個也需要根據速比同時進行相應的變化。由旋轉編碼器采集的脈沖信號,送PLC的高速計數口或接CPU的IR00000~IR00003,轉換成速度數據后,作為比例積分(PI)控制算法的輸入參數。運算結果作為輸出參數,經PLC的模擬量輸出模塊標定后,以電流或電壓形成控制各電機的調速變頻器。控制算法中,預拉伸轆速度數據V1乘上某個速比u后(速比可調),作為目標值,使熱拉伸輯的速度數據V2跟蹤(V1·u)的變化。
3、結束語
隨著變頻器技術的成熟和使用范圍的擴大,可利用可編程控制器(PLC)對其進行控制,從而適應傳動系統中對速度控制靈活性、準確性和可靠性等的不同要求。上述兩個例子均是實際生產中應用PLC和變頻器進行速度控制的實例,均較好地達到預期的同步或給定速比控制要求。
1、利用PLC和變頻器實現速度同步控制
薄膜吹塑及印刷機組的主要功能是,利用擠出吹塑的方法進行塑料薄膜的加工,然后經過凹版印刷機實現對薄膜的印刷,印刷工藝根據要求不同可以采用單面單色、單面多色、雙面單色或雙面多色等方法。在整個機組中,有多個電機的速度需要進行控制,如擠出主驅動電機、薄膜拉伸牽引電機、印刷電機以及成品卷繞電機等。電機間的速度有一定的關系,如:擠出主電機的速度由生產量要求確定,但該速度確定之后,根據薄膜厚度,相應的牽引速度也就確定,因此擠出速度和牽引速度之間有一確定的關系;同時,多組印刷膠轆必須保證同步,印刷電機和牽引電機速度也必須保持同步,否則,將影響薄膜的質量、印刷效果以及生產的連續性;卷繞電機的速度受印刷速度的限制,作相應變化,以保證經過印刷的薄膜能以恒定的張力進行卷繞。
在上述機組的傳動系統中,多組印刷膠轆的同步驅動可利用剛性的機械軸聯接,整個印刷膠轆的驅動由一臺電機驅動,這樣就保證了它們之間的同步。印刷電機的速度必須保證與牽引電機的速度同步,否則,在此兩道工藝之間薄膜會出現過緊或過松的現象,影響印刷質量和生產的連續性。但是印刷生置與牽引裝置相距甚遠,無法采用機械剛性聯接的方法。為實現牽引與印刷間的同步控制,牽引電機和印刷電機各采用變頻器進行調速,再用PLC對兩臺變頻器直接控制。
牽引電機和印刷電機采用變頻調速,其控制框圖如圖1所示。在這個閉環控制中,以牽引轆的速度為目標,由印刷電機變頻器調節印刷轆速度來跟蹤牽引轆的速度。利用旋轉編碼器1和旋轉編碼器2分別采集上述兩個電機的脈沖信號(編碼器位置參見圖3),并送到PLC的高速計數口或接在CPU的IR00000~IR00003。以這兩個速度信號數據為輸入量,進行比例積分(PI)控制算法,運算結果作為輸出信號送PLC的模擬量模塊,以控制印刷電機的變頻器。這樣,就可以保證印刷速度跟蹤牽引速度的變化而發生變化,使兩個速度保持同步。
采用PI控制算法進行速度調節,程序設計框圖見圖2。圖中取自編碼器采集的脈沖信號,轉換成電機的速度數據,經上下限處理后,存儲于某個DM區中,以作為運算中的y值。計算后的p值,送到模擬量輸出通道,經過上下限標定后,換算成變頻器能接受的電流或電壓信號,以控制印刷電機的變頻器。
為確保薄膜在牽引和印刷兩道工序間保持恒定的張力,在這兩個裝置之間增加一組浮動轆調節裝置,其結構如圖3所示。
上面的浮動轆調節裝置,也用于減少因電源系統波動等因素引起的外來干擾。但波動引起的速度差別,經過一段時間后,會使兩個浮動轆位置升得太高或降得太低。因此在設計PI控制算法時,考慮了這些干擾因素的影響,利用積分環節I來調節累積誤差,使得牽引轆和印刷轆能進行同步控制,并且同步精度較高,從而確保這個控制系統的穩定性。
2、利用PLC和變頻器實現穩定速比的控制
在聚丙烯(PP)紡絲設備中,經過預拉伸的纖維需要進行熱拉伸。熱拉伸在兩個經過加熱的轆筒與預拉伸轆之間進行,各轆筒由電機分別驅動。原有的電機調速是采用直流電機驅動,由電位器調節的。在生產中經常出現速度波動現象,速比不能穩定,加工過程易出現“纏轆”現象,成品纖維出現“毛絲”和“硬頭絲”,影響化纖成品的質量。在紡絲時,預拉伸轆的速度受PP原料、分子線形取向等工藝要求的變化,應能方便地進行調節。確定了拉伸比后,熱拉伸轆的速度要快速地進行眼蹤和變化。采用可編程控制器(PLC)和變頻器進行控制,能較好地穩定兩個熱拉伸轆與預拉伸轆之間的速比。
圖4是PP紡絲機中熱拉伸的結構原理圖。預拉伸棍和兩個熱拉伸轆由3臺電機分別驅動,熱拉伸兩轆速度相同,化纖無拉伸,起穩定纖維性能作用;熱拉伸輯與預拉伸輾間具有一定的速比,某一個速度發生變化時,另一個也需要根據速比同時進行相應的變化。由旋轉編碼器采集的脈沖信號,送PLC的高速計數口或接CPU的IR00000~IR00003,轉換成速度數據后,作為比例積分(PI)控制算法的輸入參數。運算結果作為輸出參數,經PLC的模擬量輸出模塊標定后,以電流或電壓形成控制各電機的調速變頻器。控制算法中,預拉伸轆速度數據V1乘上某個速比u后(速比可調),作為目標值,使熱拉伸輯的速度數據V2跟蹤(V1·u)的變化。
3、結束語
隨著變頻器技術的成熟和使用范圍的擴大,可利用可編程控制器(PLC)對其進行控制,從而適應傳動系統中對速度控制靈活性、準確性和可靠性等的不同要求。上述兩個例子均是實際生產中應用PLC和變頻器進行速度控制的實例,均較好地達到預期的同步或給定速比控制要求。
文章版權歸西部工控xbgk所有,未經許可不得轉載。
上一篇:PLC在高位碼垛機開關門時間測量
下一篇:基于VC的串行通信技術應用實例









 服務咨詢
服務咨詢