

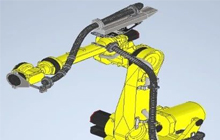
如何保證焊接機(jī)器人的重復(fù)操作精確度?
焊接機(jī)器人的精確度受很多因素影響,包括機(jī)械手臂的負(fù)載、工具磨損、焊接工件難易等,除了使用高精度的測量儀器外,還可以通過焊接輔助設(shè)備和焊接控制系統(tǒng)來補(bǔ)償精度。并且隨著焊接機(jī)器人技術(shù)的不斷完善和發(fā)展,焊接機(jī)器人對焊件要求的誤差相對于比較小。
編制專用焊接工藝
編制焊接機(jī)器人專用的焊接工藝,在編程時(shí)對零件尺寸、焊縫坡口、裝配尺寸進(jìn)行嚴(yán)格的工藝規(guī)定。一般零件和坡口尺寸公差控制在±0.8mm,裝配尺寸誤差控制在±1.5mm以內(nèi),焊縫出現(xiàn)氣孔和咬邊等焊接缺陷機(jī)率可大幅度降低。
搭配輔助設(shè)備保證精度
采用精度較高的裝配工裝以提高焊件的裝配精度。焊接變位機(jī)可以拖住焊件到焊槍的焊接范圍內(nèi),能夠減少焊縫和焊槍之間的距離,有利于焊槍下放剛好的焊材對焊縫進(jìn)行填充,保證焊縫美觀且牢固,焊縫自動跟蹤技術(shù)是控制系統(tǒng)通過識別焊縫規(guī)格,控制系統(tǒng)調(diào)節(jié)合適的焊接參數(shù),執(zhí)行機(jī)構(gòu)可以對焊縫精確焊接。
焊接機(jī)械臂負(fù)載能力
焊接機(jī)器人能夠在惡劣的環(huán)境下實(shí)現(xiàn)穩(wěn)定焊接,這得益于焊接機(jī)械的負(fù)載能力,如果焊件的重量控制在焊接機(jī)械臂的負(fù)載能力內(nèi),焊接機(jī)械臂在保證靈活度的同時(shí)穩(wěn)定焊接質(zhì)量,機(jī)械臂在擺動的過程中也能實(shí)現(xiàn)精確焊接。
保持設(shè)備清潔干凈
焊縫應(yīng)保持清潔干凈,在焊接前要確保無油污、鐵銹、焊渣、割渣等雜物,允許有可焊性底漆。否則,將影響引弧成功率。定位焊由焊條焊改為氣體保護(hù)焊,同時(shí)對點(diǎn)焊部位進(jìn)行打磨,避免因定位焊殘留的渣殼或氣孔,從而避免電弧的不穩(wěn)甚至飛濺的產(chǎn)生。
多層多軌道焊接
多層多道焊就是熔敷兩層以上的焊層來完成整條焊縫的焊接,這樣在進(jìn)行重復(fù)操作的過程中,熱輸入量較小,能夠降低焊接缺陷的發(fā)生率,在重復(fù)活動中保證精確度。
文章版權(quán)歸西部工控xbgk所有,未經(jīng)許可不得轉(zhuǎn)載。












 服務(wù)咨詢
服務(wù)咨詢